|
主要用途:
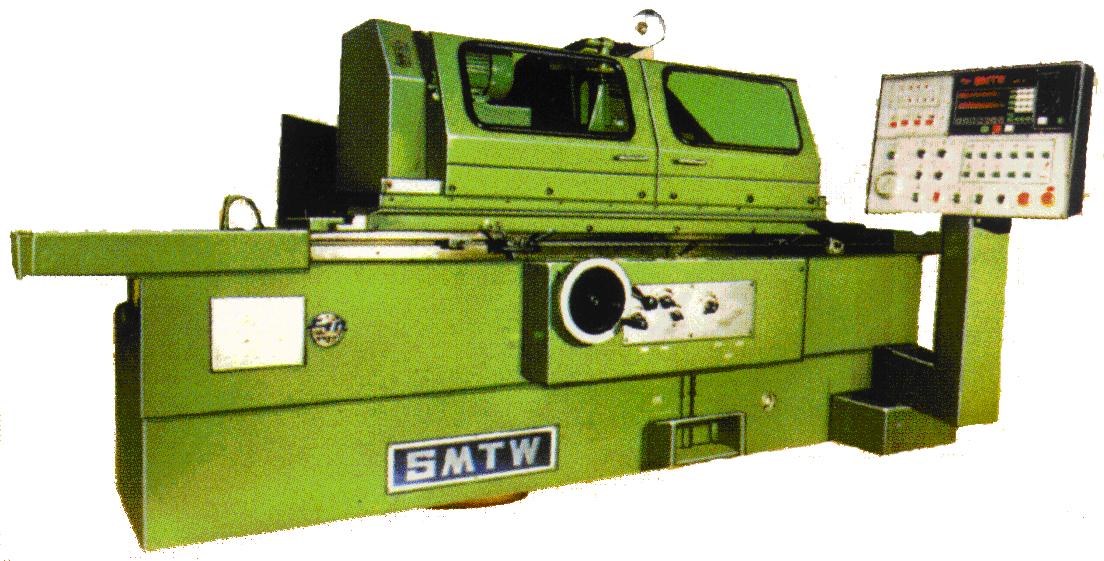
本机床适宜于磨削IT5-IT6精度的圆柱体或圆锥体工件。适宜于中小批量零件的加工。
结构特征:
a、机床工作台纵向移动由液压无级调速传动,也可用手轮传动。砂轮架快速进退由液压来实现,重复定位精度稳定可靠,砂轮线速度45m/s。
b、机床采用MCS-51系列单片机,控制二套步进电机以组成砂轮架横向进给系统及修整进给系统。通过设在机床前部的控制操纵台,将预制程序数据手动输入后,能按要求完成横向自动切入进给,纵磨的自动周期进给及砂轮自动周期修整与补偿等动作。
c、机床设有后置式自动砂轮仿形修整器,可按工件待磨面形状配置靠模板,以完成特殊表面的零件的加工。
f、工件、砂轮、油泵和冷却泵分别由单独的电机驱动。各进给系统既可机动也可手动,电气与液压系统性能可靠,使用与维护方便。
c.本机床可配用ZDW-L80自动测量装置。
主要技术规格及参数:
|
最大磨削直径×最大磨削长度 |
φ320×500、1000mm |
加工范围
|
中心高 |
180mm |
|
顶尖距 |
500mm、1000mm |
|
可磨工件直径 用中心架 |
最小φ10mm、最大φ60mm |
|
不用中心架 |
最小φ8mm、最大φ320mm |
|
工件最大重量 |
150Kg |
砂轮架及砂轮修整器
|
砂轮尺寸(外径×宽度×内径) |
最大φ600×75×φ305mm |
|
|
磨耗至φ450×75×φ305mm |
|
|
最大宽度75mm |
|
砂轮线速度 |
45m/s |
|
主轴转速 |
1450r/min |
|
丝杆最大移动量 |
231mm |
|
快速移动量 |
50mm |
|
体座回转可能性 |
不可能 |
|
砂轮进给脉冲当量 |
0.001mm |
|
脉冲发生器一转移动量 |
0.1mm |
|
切入进给速度 |
0.001~0.35mm/s |
|
周期进给时间 |
0.5s |
|
砂轮修整进给脉冲当量 |
0.005mm |
|
砂轮修整器修整速度 |
0.05~0.4m/min |
机床电机总功率 13.83KW
机床外形尺寸和净重
|
|
MBES1332×500 |
MBES1332 |
|
长×宽×高(mm) |
2485×2100×1600 |
3580×2100×1600 |
|
净重(Kg) |
4000 |
5000 |
机床装箱尺寸和毛重
|
|
MBES1332×500 |
MBES1332 |
|
长×宽×高(mm) |
2900×2600×2200 |
3380×2600×2200 |
|
毛重(Kg) |
5300 |
6200 |
|
