|
 主要用途: 主要用途:
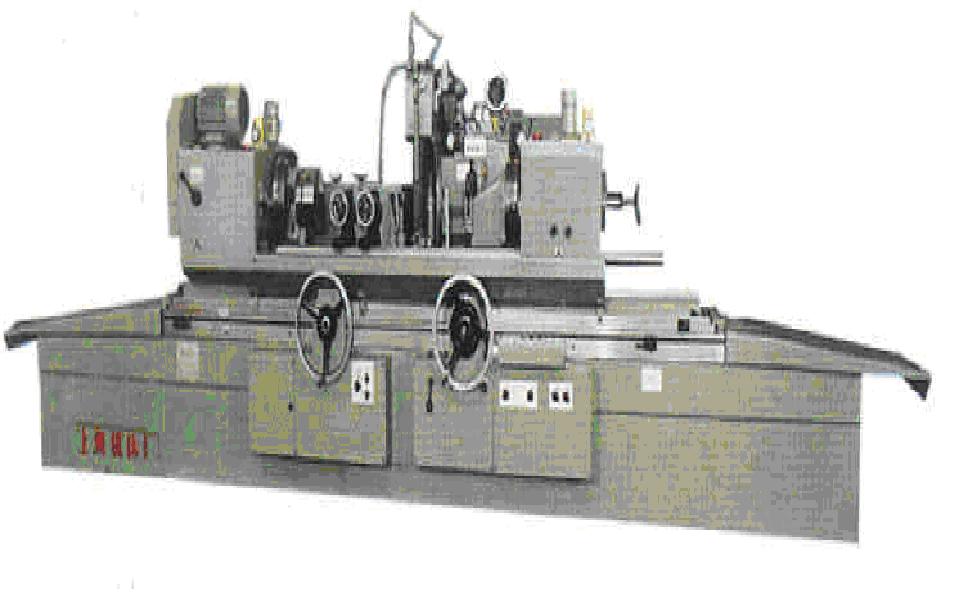
H198A数控斜砂轮曲轴主轴颈磨床适用于大批量的生产工厂,专用加工曲轴的第一主轴颈及皮带轮轴颈、齿轮挡轴颈,一次成形磨削。机床除具有数控自动快速进退、无空程、粗、半精、精切入微量进给外,还配有自动工件轴向对刀装置,工件自动测量装置,自动工件跟踪中心架及工件的准停装置。并根据用户提供的工件附有各种配件装置。
结构特征:
a、具有绝对工件坐标值显示外,外接PC9”单色中文显示。
b、控制系统采用日本QCUMA OSP500a单轴数控系统,砂轮架自动轴肩进给、粗进给、精进给、微进给及各进给间的延时停留。
c、砂轮架快速进退,砂轮的自动成形靠模修整及砂轮架的自动补偿。砂轮主轴系统采用动静压轴承。
d、液压控制头架主轴移动,实现工件轴肩的自动对刀。
e、中心架的自动跟踪。
f、工件的自动测量。(采用MARPOSS单向对刀仪及径向主动测量仪)
g、头架由交流电机变频无级调整,带动工件旋转并控制工件自动准停。
h、机床具备自动监控及可靠的联锁装置。
主要技术规格及参数:
主要规格
|
最大工件回转直径×最大工件长度 |
φ320×1500mm |
加工范围
|
中心高 |
255mm |
|
工件最大回转直径 |
φ320mm |
|
最大可磨直径(新砂轮) |
φ150mm |
|
最大可磨直径(旧砂轮) |
φ30mm |
|
中心架上可磨直径 |
根据协议书 |
|
头尾架顶尖间距 |
1500mm |
|
工件最大安装长度 |
1500mm |
头尾架
|
头架回转可能性 |
无 |
|
主轴轴向移动 |
能 |
|
主轴轴向移动量 |
3mm |
|
头架主轴花盘准停 |
有 |
|
头架转速 |
|
粗磨 |
120r/min |
|
|
|
精磨 |
80 r/min |
|
尾架顶尖移动量 |
|
|
45mm |
|
尾架顶尖液压进退 |
|
|
有 |
|
尾架顶尖轴向限位连锁装置 |
|
|
有 |
砂轮架
|
沿丝杆最大行程量 |
300mm |
|
移动速度 |
2500~0.1mm/min |
|
手摇脉冲发生器每脉冲当量 |
0.001mm |
|
主轴直径 |
100mm |
|
主轴转速 |
1430r/min |
|
砂轮线速度 |
45m/sec |
|
砂轮直径 |
最大750mm,最小580mm |
机床电动机总功率 23.73KW
机床外形尺寸和净重
机床装箱尺寸毛重
|
长×宽×高(mm) |
#1 |
3800×2900×2250 |
|
|
#2 |
3300×1900×2200 |
|
毛重(Kg) |
#1 |
10100 |
|
|
#2 |
1700 |
|
